


From a bad first layer to blobs of plastic covering the outside surface of a part, there are tons of things that can go wrong with a 3D printer. And, while 3D printing technology is rapidly advancing, these machines aren’t typically smart enough to fix problems by themselves.
As such, many users, especially those new to the 3D printing space, struggle with quality defects in their 3D prints.
So, unless you’re waiting until A.I. is integrated into every 3D printer, you’ll have to be comfortable troubleshooting problems on your own (plus the help of the internet) if you want to achieve successful, high-quality prints.
Luckily, basically, any problem on a 3D printer can be solved, usually without any additional hardware too.
Today, I’ll be going over the most common problems for FDM and SLA (resin) 3D printers, and discussing how you can solve each one so you can get back to printing high-quality 3D models. Enjoy!
Table of Contents
Most Common Problems and Solutions
Below, I’ve split up the most common 3D printing problems and solutions based on what 3D printing technology (FDM or SLA) they relate to.
FDM 3D Printer Issues & Solutions
In the sections below, I’ll go over the most common issues on FDM 3D printers, such as the Creality Ender 3 and the Prusa i3 MK3S+, as well as how you can fix each problem. Let’s get to it!
Under-Extrusion (Gaps in Prints)

The first issue I’ll go over is perhaps the most popular one across all FDM 3D printers: under-extrusion.
Under-extrusion is usually characterized by gaps in the layers of your 3D prints, but it can also take other forms, such as porous infill. These effects not only hurt the visual appearance of your 3D models but also their structural integrity. Moreover, any part printed with under-extrusion at hand will be too brittle to be used for functional applications (e.g. handling weight).
One of the reasons why under-extrusion is such a common and frustrating issue is because there are so many potential causes, including a miscalibrated extruder motor, low nozzle temperature, high printing speed, and even bed levelness.
If you are experiencing under-extrusion, my first recommendation is to try increasing your nozzle temperature. This should help the filament melt faster inside the hot end, hopefully solving your issue. Other slicer-based solutions include lowering the printing speed and increasing the flow rate (AKA the extrusion multiplier).

But if changing your slicer settings doesn’t work, then it might be a hardware problem. First, try re-leveling the bed (and the Z offset) as well as calibrating your extruder’s E-steps. Cleaning or replacing your nozzle can also help because the under-extrusion might be caused by a nozzle clog.
Over-Extrusion

Over-extrusion is the reverse of under-extrusion, where too much filament is being pushed out of the nozzle, leading to defects in your print. Over-extrusion can come in many forms, such as droopy sections of the model, poor dimensional accuracy (part is slightly larger than expected dimensions), and more.
This problem can be caused by numerous different factors, including too high of a printing temperature, too high of extruder E-steps, or a lack of print cooling.

Luckily, the solutions for over-extrusion are basically just the opposite of those for under-extrusion, which is pretty convenient. First off, I strongly recommend lowering your nozzle temperature, as this works about 90% of the time. After trying that, if you’re still experiencing over-extrusion, you can try re-calibrating your extruder motor’s E-steps and increasing the part cooling fan speed.
Blobs & Zits

Blobs and zits are a form of over-extrusion, but they’re so common on FDM 3D printers that I’ve decided to give this issues its own category. This problem is when blob-like features appear on the outer surface of your 3D print, usually on the walls.
These blobs are the result of excess extrusion from the nozzle, usually caused by too high of a printing temperature or too low retraction settings. As such, to solve the issue, I suggest lowering your nozzle temperature, which you can do either on your 3D slicer or directly through your printer’s LCD. If this doesn’t work, you can try increasing the retraction distance and retraction speed settings in your slicer program.
First Layer Didn’t Stick to the Bed
One of the most frustrating issues on FDM 3D printers is when the first layer doesn’t stick to the bed surface. This problem is especially common for new users, and it’s super annoying because the first layer determines the success of the rest of your print. So, when the initial layer doesn’t properly stick to the bed, it’s practically guaranteed that the rest of your print will fail.
But, don’t worry, the problem is totally fixable. And, once you figure out how to solve it, you likely won’t run into the issue again!
Furthermore, the reason the first layer might not stick to the bed is a lack of bed adhesion, which is the bond between the first layer of plastic and the build plate.
To ensure proper bed adhesion, you should first level the bed and set the Z-offset so that the nozzle is the perfect distance away from the build plate at all times during the first layer.
Once this is done, increase your bed temp by 5-10 °C and lower the first layer print speed in your slicer so there is ample time for the first layer to be laid out properly. Adding a brim or raft structure to your print (you can do this in your slicer) as well as using an adhesive (e.g. glue) on the print bed can also help!
Failed First Layer
A failed first layer is another print quality issue related to the initial layer of a print. It’s when issues on the first layer, other than poor bed adhesion, cause the layer to not come out properly, which can cause the rest of the print job to fail.
A failed first layer can come in many forms, but often it’s when either too much or too little filament is extruded causing a rough first layer texture or missing areas of the first layer, respectively.
The usual cause of a failed first layer is a mis-leveled print bed, where the build plate is too close or too far from the nozzle, causing problems with how filament is laid out. As such, the easiest solution for a failed first layer is by leveling the bed and properly setting the Z-offset.
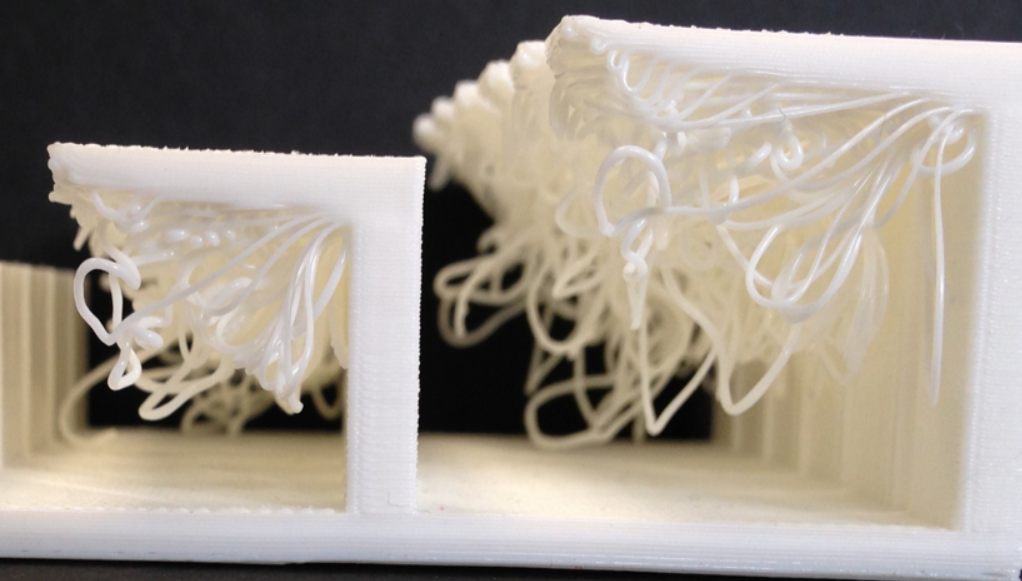
Stringing

Stringing is another common problem for FDM 3D printers, characterized by the presence of thin strands of melted filament that are left on a print after the extruder has finished moving. These strands, known as “strings”, hurt the visual quality of your model as well as its dimensional accuracy.
There are several causes of stringing, including a high printing temperature, a high print speed, and a lack of retraction settings.
To solve stringing, I would first recommend lowering your nozzle temperature in your 3D slicer or through your machine’s LCD. A lower temperature will slightly restrict filament flow, hopefully lowering extrusion enough to stop stringing from occurring.
Another effective solution for stringing can be found in the retraction settings in your 3D slicer. Retraction should be enabled in your slicer as it’s super helpful in relieving hot end pressure, which can reduce stringing. If retraction is already enabled (likely), then consider increasing the retraction distance and retraction speed settings.

And, if these slicer-based solutions don’t work, then the cause of your case of stringing might be your filament, not your 3D printer. Moreover, wet filament, which if filament that has absorbed moisture from the air, is more likely to cause extrusion problems, such as stringing. As such, if nothing is working for you, consider switching filaments or drying your existing one. Check out our list of best filament dryers here.
Hot End Oozing
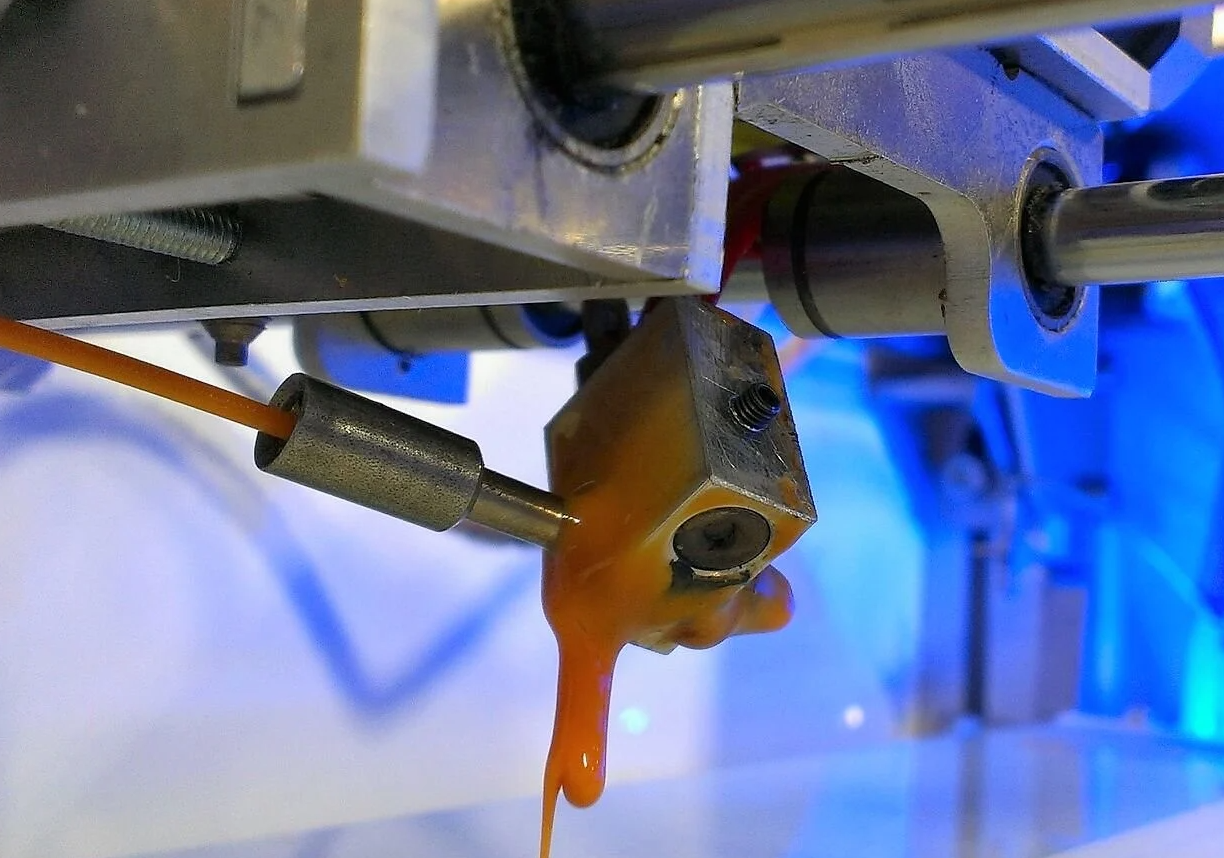
Hot end oozing is when melted filament oozes out of the hot end above the heater block. While hot-end oozing is a rarer issue than some of the other ones on this list, and it doesn’t directly cause print quality issues, it’s still a big problem.
That’s because, the melted plastic oozing out above the heater block will eventually cover the hot end assembly, likely causing a full-on print failure and potentially damaging the hot end components. Additionally, if some filament is leaking out the hot end’s throat, then this means not enough plastic will be pushed out of the nozzle, causing under-extrusion on prints.
Hot end oozing is typically caused by either the nozzle, heat block, or heat throat not being screwed in properly on the hot end assembly, or a crack or break in one of the hot end components. As such, to fix hot end oozing, try re-tightening all of the hot end components and checking that the PTFE tube is pushed as far down as possible. If this doesn’t work, consider replacing your hot end or the damaged components (if you can identify it).
Warping
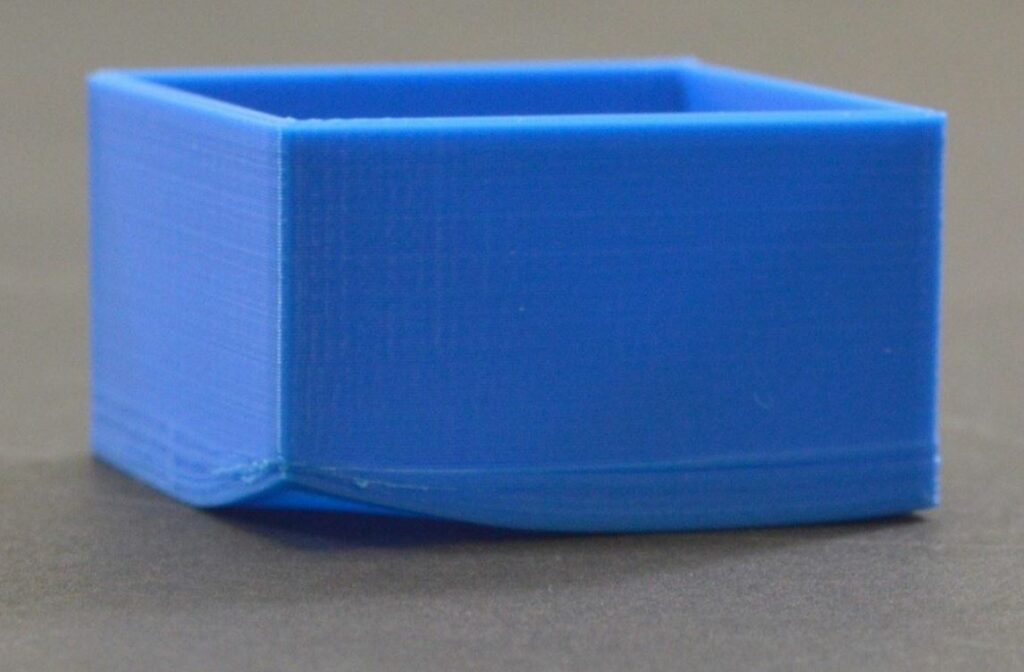
Warping is one of the most common 3D printing problems, characterized by the base of the 3D print lifting up during the print. Warping can vary in its severity, but it typically causes the shape and dimensions of your model to change. Moreover, warping is especially annoying when you’re printing a model that fits inside or around another part because it can make the model unusable.
The main cause of warping is a lack of bed adhesion, meaning the first layer of the print doesn’t have a strong enough bond with the build plate to stay down throughout a print. Eventually, the difference in temperature between the first layer and the ones above it causes the base of the model to bend upwards.
The best way to stop warping is to increase the build plate temperature. For PLA, I typically use a bed temp of 60 °C, but when I’m experiencing warping, I like to increase the setting to 65 or even 70 °C. And if warping persists, then you can try using an adhesive, such as glue, on the build plate.
Finally, as a last resort, you can enclose your 3D printer by adding an enclosure box, such as the Wham Bam Systems HotBox V2, around your machine. This is particularly a good idea when your 3D printer is in a consistently-cold environment, as cold temperatures increase the chances of warping.
Clogged Nozzle

A clogged nozzle is when debris and contaminants inside the hot end reach the nozzle, either partially or fully blocking the nozzle’s exit hole. This problem can cause significant under-extrusion, and, if it’s a full nozzle clog, can lead to complete stoppages of filament flow.
To fix a clogged nozzle, you can either clean or replace the nozzle. If you’re using a brass nozzle, I suggest the latter option as brass nozzles are pretty inexpensive and a brand-new nozzle will always work better than an older, cleaned nozzle.
But, if you want to preserve your current nozzle, here’s how to clean it:
- Heat up the nozzle to your regular printing temperature.
- Remove your filament.
- Insert a small needle up the exit hole of the nozzle.
- Push the needle up and down until you feel that the debris has been cleared.
- Reinsert your filament and test if the problem has gone away.
That should do the trick!
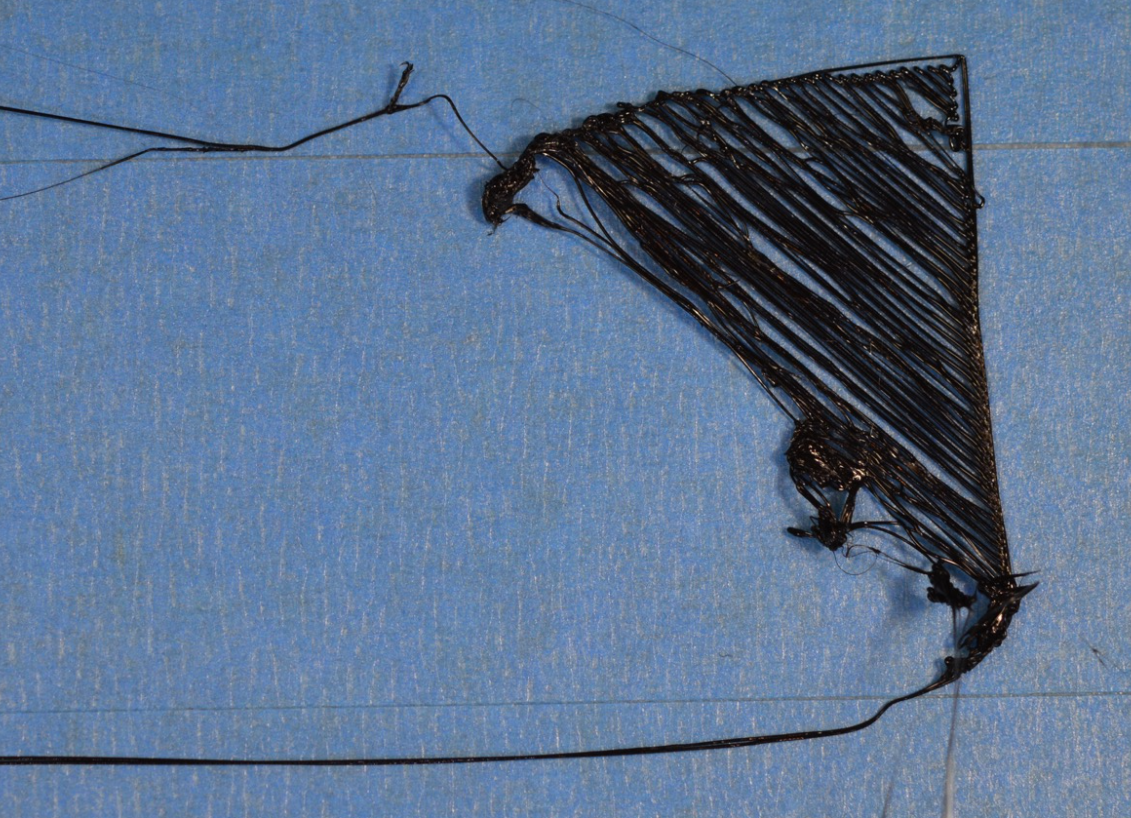
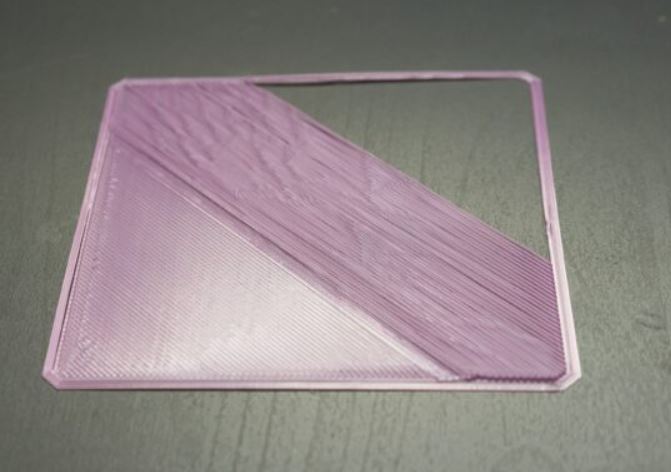
Messy Overhangs
Messy overhangs are a super annoying issue where overhangs, usually those printed without support structures, come out very droopy and saggy. The main reason this happens is a lack of cooling or slight over-extrusion.
To ensure your overhangs come out perfectly, you can increase the fan speed on your printer through your 3D slicer. Lowering the printing temperature slightly and reducing the print speed settings can also help!
Out of Filament

Printer no longer printing? Maybe it’s because you ran out of filament!
Check if your spool still has filament left, and, if not, buy some more filament!
Print Not Sticking to Bed

Bed adhesion is a super big element of a successful print, all the way from the first layer to the final one. While most bed adhesion issues originate at the first layer of a print job, sometimes your print could detach from the bed mid-way through.
This is likely caused by the same reasons warping occurs. Furthermore, a lack of bed adhesion on the first layer of the print allows the higher layers of the model to pull the first layer up. But, unlike warping, instead of just the base of the print being bent upwards, the entire print is detached from the build plate.
To solve your print not sticking to the bed, first try increasing the bed temperature and using a bed adhesive, such as glue or ABS Juice. I also recommend activating either a brim or raft in your 3D slicer as both serve as adhesion assistants, strengthening the bond between the first layer and the print surface.
Layer Shifting

Layer shifting occurs when the layers of a print shift from their original position throughout a print job. Usually, layer shifting happens in one direction, where each layer is just a little bit forward, back, left, or right from the expected position. But, in some unique situations, layer shifting can be multi-directional, where layers gradually shift one way and then another way.
The most common cause of layer shifting is slack in the belts on your 3D printer, which allows the layers to shift. But this issue can also be caused by an unsecured build plate.

To fix the problem, you can tighten the belts on your machine by either using the integrated belt tensioners if your printer has them (e.g. Ender 3 V2), or manually adjusting the position of the belt pulleys. Additionally, I suggest adding another bed clip to ensure the build plate doesn’t move throughout a print job.
Read our more in-depth article on how to fix layer shifting here.
Layer Separation

Layer separation sometimes called delamination, is when the different layers of your print pull apart during the print. In a way, layer separation is just warping, but not at the first layer.

Layer separation is almost always the result of a lack of ambient heat around the print space, which leads to layers pulling apart from each other. There are a few ways you can solve this issue, depending on how bad the problem is. The easiest solution is increasing the bed temperature and the printing temperature, but, in more severe cases, you may need to add an enclosure around your printer.
Check out our article on how to fix layer separation for more info.
Ghosting or Ringing
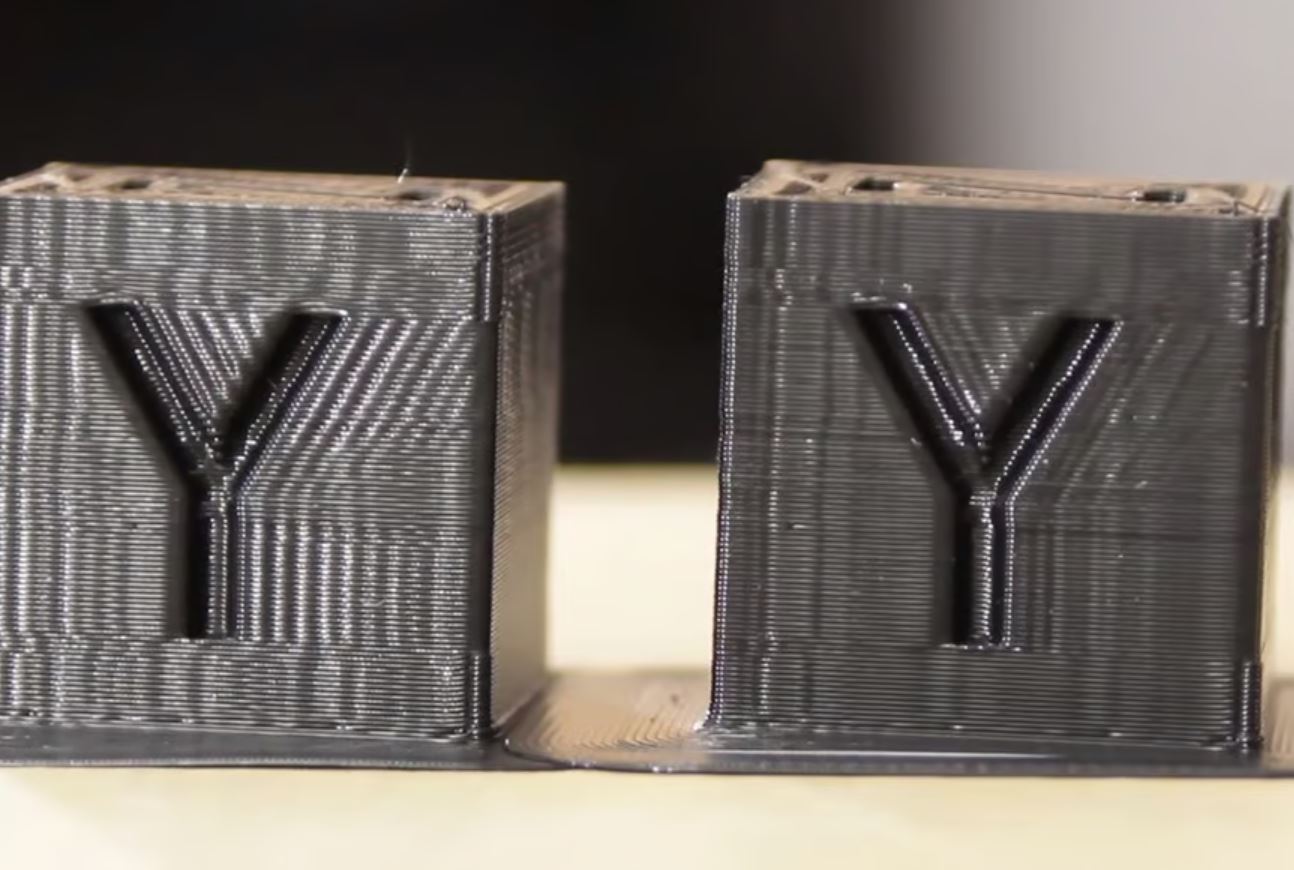
Ghosting, also called ringing and rippling, is a problem on FDM 3D printers that causes shimmers and distortions on the outer walls of your prints. While ringing doesn’t hurt the strength of a model, it causes the outer surface of your print to look rough and textured, when it should be smooth and consistent. As such, ghosting is especially an annoying problem when printing models meant to be visually aesthetic, like a vase or trophy.
The “ghosting effect” on prints is usually caused by minute shifts in layers, making loose belts on your 3D printer the prime suspect. But other potential causes of ghosting include a high print speed, high acceleration and jerk settings, and an unsecured build plate.

So, if you’re experiencing ghosting (and not on Tinder), first try tightening your printer’s belts, the same way you would with layer shifting. If this doesn’t work, open your 3D slicer and lower the print speed, as well as the acceleration and jerk settings. Finally, add an extra bed clip to your build plate to make sure it’s not moving during print jobs.
Elephant’s Foot

Finally, elephant’s foot is a very unique issue on 3D printers where the base of the model is slightly wider than it’s supposed to be. Although elephant’s foot isn’t a very noticeable issue, the small increase in the dimensions of the base layers hurts the dimensional accuracy of the model. This effect is especially relevant for any part meant to fit inside or around another model, such as a phone case.
Elephant’s foot usually is caused by a high build plate temperature, which causes the base layers of a 3D printed model to expand. Another possible cause of elephant’s foot is a mis-leveled bed, specifically when the build plate is too close to the nozzle.
To solve elephant’s foot, try lowering your original bed temperature by 5-10 °C and re-leveling the bed, making sure that it’s not too high (close to the nozzle).
Resin 3D Printer Issues & Solutions
In the sections below, I’ll go over the most frequent issues for SLA (AKA “resin”) 3D printers, such as the Anycubic Photon Mono and the Elegoo Mars 3. Of course, for each problem, I’ll also provide a few solutions so you can quickly get back to printing high-detail resin models.
Delamination (Separated Layers)

Layer separation, also known as delamination, is a common issue faced by users of SLA 3D printers. This occurs when the layers of a printed object fail to adhere to each other properly, resulting in a weak and fragile finished product.
The easiest way to solve this issue is by increasing the printer’s layer exposure time, which will give layers more time to solidify before the next one is printed. Additionally, leaving your printed parts in the curing chamber (which you should do already) for longer will help ensure that all of the resin is solid, so no area delaminates.
And, if both of these solutions don’t work, the problem might be with your resin. Poorly-mixed or low-quality resin has a tendency to yield 3D models that delaminate, so switching to a different resin (hopefully a higher-quality one) might help.
Visible Layers

One of the benefits of using a resin 3D printer over an FDM machine is that prints come out with virtually invisible layer lines. Often, you can barely tell if a resin 3D print was even 3D printed at all! But, sometimes, resin prints contain visible layers, which is a problem that should be fixed.
Visible layers on resin prints are typically caused by super high layer exposure times as well as low-quality resin material.
As such, if you’re experiencing this problem, first lower the exposure time setting in your 3D slicer. And, if the problem persists, consider switching to a different resin, especially if the resin material you’re using currently is a mix of two resins or from a low-quality brand (e.g. off of AliExpress).
Deformed Prints

Deformed prints, in the scope of SLA 3D printing, typically refer to skewed models on the print bed. This can be caused by a few factors, but the most likely one is that a screw or bolt is loose somewhere on your printer.
To solve the problem and achieve higher-quality prints without any skewness, simply check the screws around your SLA 3D printer’s frame and VAT and tighten them. Specifically, I recommend checking the knob screws for the bed surface as well as the ones responsible for holding the VAT in position. This should do the trick!
Print Missing Details

SLA 3D printers are known for their ability to yield super-detailed 3D prints, with tons of small features. So, when your resin 3D prints start showing up with missing details, don’t ignore it; solve it!
Missing details on prints is usually the result of either too high or too low of a layer exposure time. As such, it’s kind of a difficult issue to solve because you have to fine-tune your 3D slicer’s layer exposure time setting by printing test models, with small details and seeing which exposure time works best.
Ragging
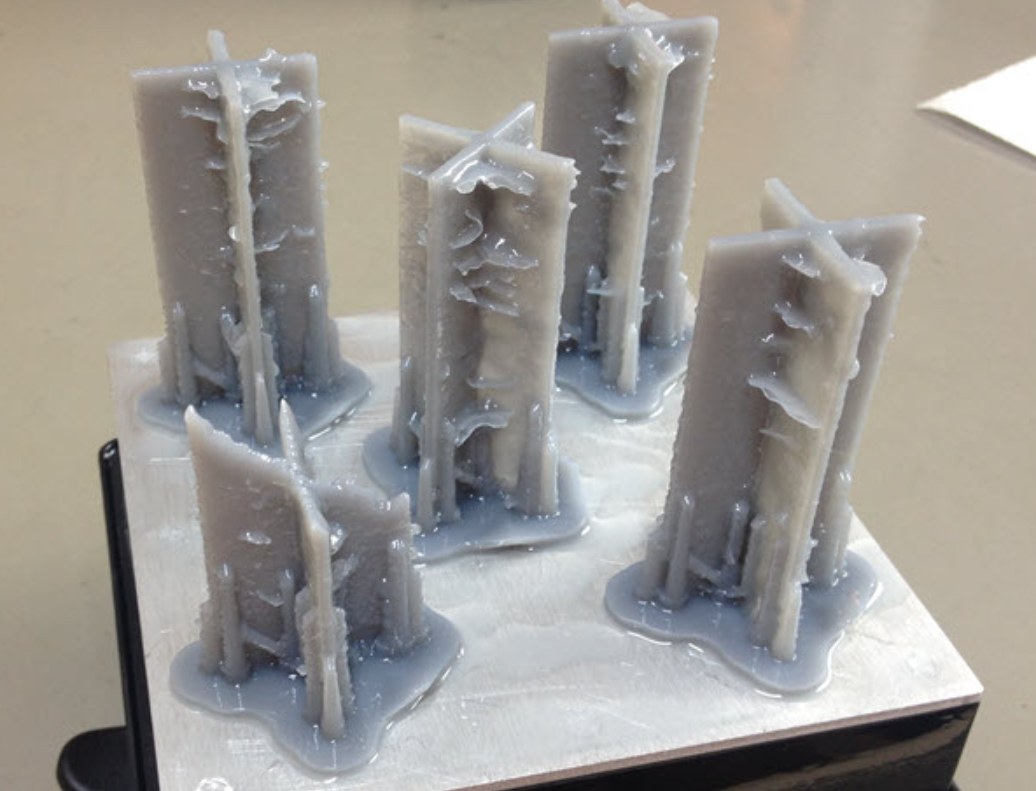
Ragging is a print quality issue for SLA 3D printers, characterized by excess resin forming rag-like curls and flakes that stick to the outer surface of your model. Ragging hurts the visual appearance of your model as well as its dimensional accuracy.
Ragging on SLA prints is commonly caused by debris in the VAT (resin tank), low-quality resin, and a complex model design.
To solve ragging, I recommend first emptying any resin from the VAT and doing a deep clean of the tank. Use acetone or isopropyl alcohol as well as your SLA 3D printer’s VAT cleaning sequence to ensure that all contaminants are removed from the VAT.
Then, check the design of the 3D model that you’re printing as well as the support structures that your slicer has generated (if any). If you see that the model is positioned in a way where it would be difficult to cure resin or where supports are overly-dense, consider re-positioning and re-orienting your model. If this is not possible, you will either have to live with ragging on your print or make design adjustments to the model.
Finally, like with some of the other SLA printing issues, the problem might lie with the resin material rather than your 3D printer. As such, if none of the other solutions are working, you should consider switching to a different resin material, such as one from a reputable brand like Elegoo, Anycubic, or Phrozen.
Holes in Print

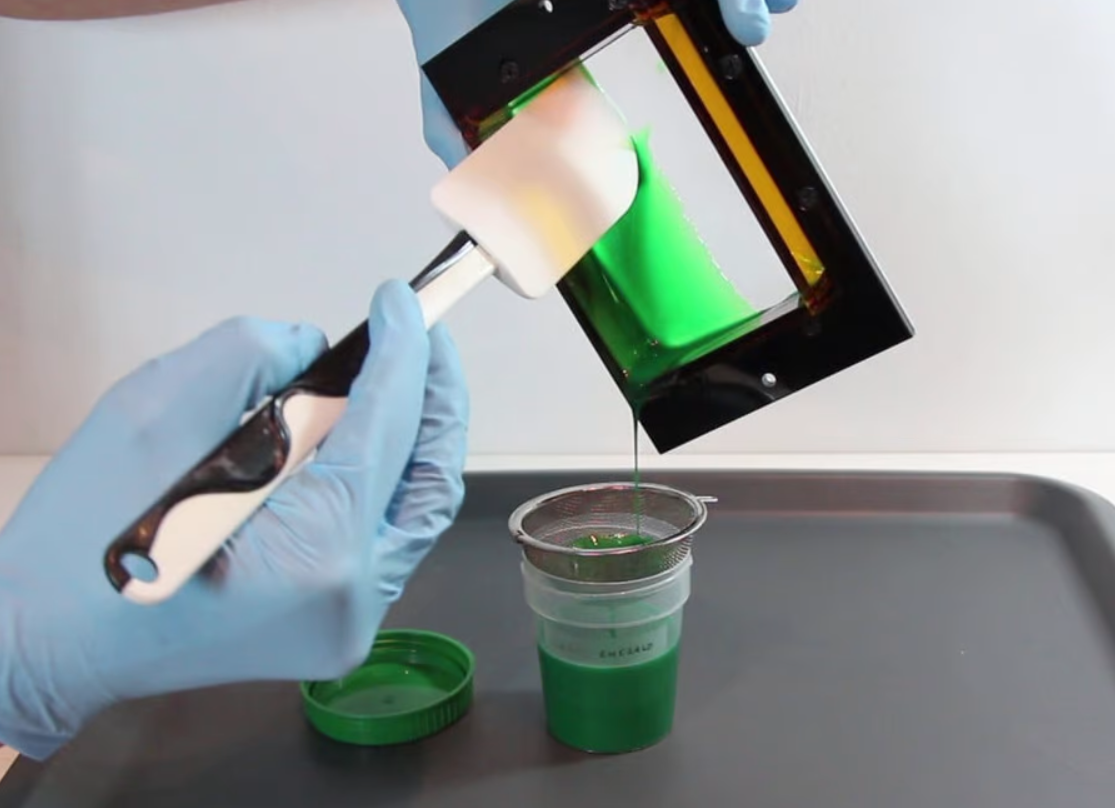
Holes in resin prints are uncommon, but their impact is huge (in a bad way). Moreover, if there is dirt, debris, or other contaminants on the FEP film on your printer’s VAT or inside your resin bottle, then this will result in random holes appearing on your 3D print. These holes, of course, ruin the shape and design of your part.
Because there’s basically only one cause for this problem, though, the solution is pretty straightforward. All you have to do is clean your resin tank, specifically the FEP film, and use a filter when pouring your resin into the VAT. Make sure to use your SLA printer’s UV-curing abilities to perform a deep clean of the VAT; don’t just use water and call it a day!
Prints Not Sticking to Build Plate
Just like with FDM 3D printers, prints not sticking to the build surface is also a problem on SLA (resin) machines. This can be caused by a variety of factors, such as a dirty or uneven VAT, an unlevel print surface, cold resin, a small base on a model, or poor exposure settings.
To start, first, try leveling the build surface on your printer. Most resin machines have two knobs for adjusting the position and level-ness of the build surface.
After leveling the build plate, make sure the VAT (where the resin goes) is clean and level. Any scrapes or bends on the FEP film (the bottom layer of the VAT) can cause prints not to stick.
Next, try increasing your resin printer’s exposure setting, which you can do in your 3D slicer. I also suggest expanding the base of your model or adding some sort of raft structure because a larger bottom layer for the print will reduce the chances of the print not sticking properly.
Finally, try keeping your resin material and SLA 3D printer in a warmer room, as some users have reported that this has helped them achieve better print surface adhesion.
Conclusion
There are tens of different problems that you might have when using an FDM or SLA 3D printer. And, while these issues are annoying and hurt the visual appearance and structural integrity of your 3D prints, almost all of them are fixable.
So, if you’re having an issue with your 3D printer, whether it’s a low-end or top-of-the-line machine, check out the sections above to see if one of the problems we discussed describes your predicament. Then, simply follow the suggested solutions for each problem, and you should be back to printing high-quality models in no time!
And, most importantly, don’t give up on your 3D printer. Sometimes problems just take a little time, effort, and occasionally a few dollars to go away!